
metalworkingmag.de
03
'23
Written on Modified on
PH HORN News
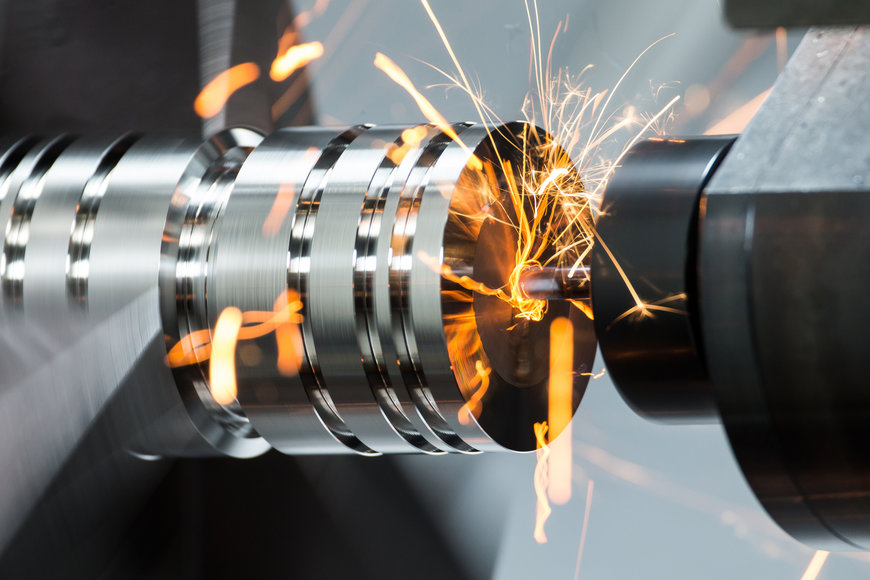
Prozesse beherrschen: Hartbearbeitung, hohe Oberflächengüten und die Einsparung von Schleifoperationen
Dies sind nur drei genannte Vorteile, welche Hartbearbeitung mit geometrisch bestimmter Schneide dem Anwender bringen kann. Mit einem hohen Knowhow in der Werkzeugtechnologie bietet die Paul Horn GmbH zahlreiche Werkzeuglösungen, um Stahlwerkstoffe jenseits der 56 HRC wirtschaftlich zu bearbeiten.

Bewährt hat sich bei Stechdrehbearbeitungen der Schneidstoff CBN. Zum Fräsen kommen neben CBN-Substraten auch Vollhartmetallfräser mit speziellen Hochleistungsschichten zum Einsatz.
CBN (kubisches Bornitrid) ist nach Diamant das zweithärteste bekannte Material der Erde. Werkzeuge aus CBN verschleißen bei geeigneter Anwendung wesentlich langsamer als andere Schneidstoffe. Zum einen ist dadurch eine höhere Form- und Maßgenauigkeit zu erreichen, zum anderen lassen sich harte Werkstoffe (Stahl bis 70 HRC) prozesssicher bearbeiten. Es gibt keine unterschiedlichen CBN-Sorten. Die Differenzierung erfolgt durch den CBN-Volumenanteil, die Füllstoffe, die Korngröße sowie die keramische/metallische Bindephase (Kobalt/Nickel). Daraus ergeben sich unterschiedliche CBN-Substrate. Zahlreiche Werkzeugsysteme von Horn lassen sich mit dem Schneidstoff CBN bestücken. Meist sind es speziell für den jeweiligen Anwendungsfall abgestimmte Sonderwerkzeuge. Horn bietet jedoch auch bestückte Standard-Werkzeuge mit diesem hochharten Schneidstoff an.
Beim Hartfräsen zeigen die Vollhartmetall-Schaftfräser mit der speziellen Beschichtung hohe Fräsleistungen.
Die Hartbearbeitung mit CBN-Schneidstoffen geschieht meist trocken. Dies ist möglich, da der Schneidstoff eine hohe Warmfestigkeit besitzt und sich die hohe Temperatur, innerhalb der Spanbildungszone, positiv auswirkt. Eine unzureichende Zuführung des Kühlschmierstoffs oder Schnittunterbrechungen führen zu hohen, thermisch induzierten Spannungen im Gefüge der Wendeschneidplatte. Dies kann zu Rissen im Gefüge führen und somit unter Umständen die Wendeschneidplatte zerstören.
Bei der Hartbearbeitung wird der Stahl in Scherzone auf diese Weise stark erhitzt und somit erweicht. Die entstehende Hitze in der Scherzone wird zum größten Teil über den Span abgeleitet und nicht in das Werkstück eingeleitet. Dadurch ergibt sich im Prozess keine thermische Beeinflussung der Randzone. Während Hartmetall schon bei rund 800 Grad Celsius einen massiven Härteverlust erleidet, bleibt die Härte von CBN noch bei bis zu 1200 Grad Celsius fast unverändert. Ein weiterer wichtiger Aspekt ist die chemische Beständigkeit, besonders bei den vorherrschenden Temperaturen.
Zahlreiche Vorteile
Die Hartbearbeitung mit geometrisch bestimmter Schneide in Kombination dem CBN-Schneidstoff zeigt gegenüber der Schleiftechnik zahlreiche Vorteile. Mit dem Prozess sind hohe Zeitspanvolumen möglich, welche eine kürzere Bearbeitungszeit zur Folge haben. Für den Einsatz eignen sich konventionelle Maschinen. Somit bietet sich die Möglichkeit zur Komplettbearbeitung des Bauteils. Auch komplexe Konturen lassen sich einfach auf einer Drehmaschine herstellen. Bei der Schleiftechnik müssen hingegen die Schleifscheiben aufwändig profiliert werden. Die hohen erreichbaren Oberflächengüten beim Hartdrehen sparen darüber hinaus auch weitere Schleifoperationen ein.

Zahlreiche Horn-Werkzeugsystem wie beispielsweise das Supermini-System lassen sich mit dem hochharten Schneidstoff CBN bestücken.
Zum Fräsen von gehärteten Stählen mit Vollhartmetall-Schaftfräsern entwickelte Horn ein spezielles Fräserprogramm für das Frässystem DS. Eine spezielle Geometrie sorgt für hohe Fräsleistungen in Bereichen von 50 bis 70 HRC. In Verbindung mit der speziellen Schicht TS3E bieten die Werkzeuge hohe Standzeiten durch die hohe maximale Einsatztemperatur. HORN hat sich ein hohes Knowhow in der Beschichtung von Präzisionswerkzeugen erarbeitet. Die Horn-Ingenieure forschen und entwickeln ständig an neuen und bestehenden Schichten. Immer mit dem Ziel, die Werkzeugschichten noch leistungsfähiger zu gestalten. Denn: Eine Schichtdicke von nur wenigen μm, kann die Standzeit von Vollhartmetall-Werkzeugen um bis zu 1000 Prozent oder mehr steigern.
www.horn-group.com
Fordern Sie weitere Informationen an…
