
metalworkingmag.de
15
'23
Written on Modified on
DMG MORI News
DMG MORI: WAS IST ADDITIVE FERTIGUNG?
Die industriellen Ursprünge der additiven Fertigung reichen zurück bis in die Mitte 1980er-Jahre. 1984 patentierte der US-Physiker Chuck Hull das Verfahren der Stereolithografie, bei dem flüssiger Kunststoff in einem Tank über einen Laserstrahl gezielt schichtweise ausgehärtet werden konnte.

Durch diesen maschinellen Aufbau von Material war es möglich geworden, unmittelbar aus einem dreidimensionalen CAD-Modell beliebige Bauteile mit komplexen Formen und sogar filigranen Innenstrukturen zu erzeugen.
Diese schier grenzenlose Gestaltungsfreiheit hat seitdem Forschende in aller Welt begeistert und zur Entwicklung immer neuer Verfahren und Werkstoffapplikationen inspiriert. Das Materialspektrum reicht inzwischen von Kunststoffen über Keramik und organisches Gewebe bis hin zu verschiedensten Metallen. Insgesamt sehen Experten die Additive Fertigung allerdings noch immer am Anfang ihrer Möglichkeiten.
Die Frage, was additive Fertigung ist, lässt sich also weder in all ihrer Vielfalt noch abschließend beantworten. Doch zumindest gibt es einen gemeinsamen Nenner, aus dem die internationale Normung einen Terminologiestandard abgeleitet hat. Additive Fertigung bezeichnet demzufolge Verfahren zur Verbindung von Werkstoffen zur Herstellung von Teilen aus 3D-Modelldaten, in der Regel Schicht für Schicht. Überdies kategorisiert die ISO/ASTM 52900 kommerziell erhältliche AM-Systeme in sieben verschiedene Verfahren, die sich durch die Art und Weise unterscheiden, wie die Materialschichten erzeugt werden.
Die glorreichen Sieben der additiven Welt
Da einige der additiven Verfahrensabläufe den Vorgängen in einem Tintenstrahldrucker ähneln, hat sich für die Additive Fertigung im allgemeinen Sprachgebrauch auch die Bezeichnung als 3D Druck etabliert. Die Grundprinzipien der Verfahren unterscheiden sich allerdings teils extrem nach den Ausgangswerkstoffen und der Art und Weise, wie das Material zu einem festen Körper verbunden wird. So kann die Basis eines 3D-Drucks flüssig, pulverisiert, viskos oder fest sein, das je nach Technologie durch Zusammenschmelzen, Sintern, Laminieren, Verkleben oder Polymerisation verfestigt und aufgebaut wird.
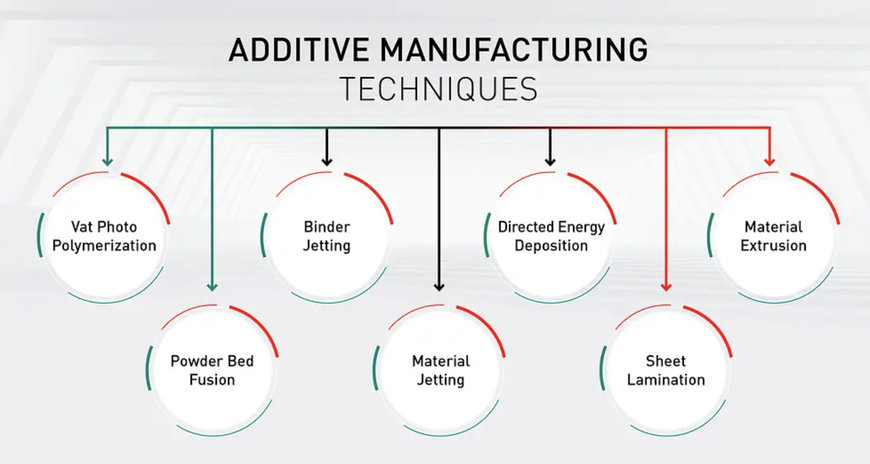
1 | Powderbed Fusion (PBF)
Die Powderbed Fusion-Verfahren (DIN: pulverbettbasiertes Schmelzen) sind die dominierenden Verfahren im Metallbereich. Die Herstellung von Bauteilen erfolgt hier wie zu den Urzeiten der Stereolithografie durch den schichtweisen Aufbau von Material. Dabei entsprechen die einzelnen Schichten den horizontalen „Schnitten“ eines dreidimensionalen CAD-Abbilds des herzustellenden Körpers. Aus diesen Schichten wird anschließend ein Steuerungsprogramm berechnet, das einen Laser- oder Elektronenstrahl hochpräzise über diese Schnitte dirigiert, um das Material über deren gesamte Fläche zu verschmelzen. Der Bereich haftet an der vorherigen Schicht und wird beim Abkühlen des Materials fest. Sobald die Schicht geschmolzen ist, wird eine neue Pulverschicht aufgetragen. DMG MORI ist in diesem Bereich mit der LASERTEC SLM Baureihe erfolgreich präsent.
2 | Material Extrusion (MEX)
Bei Material Extrusion (DIN: Materialextrusion) wird der Werkstoff selektiv durch eine Düse oder Öffnung abgegeben. Die sich bewegende Düse, auch Extruder genannt, trägt eine Materialschicht auf, woraufhin sich entweder der Extruder oder die Bauplattform hebt bzw. senkt und der Vorgang wiederholt wird. Mit MEX können verschiedene Materialien gedruckt werden. Zumeist handelt sich dabei um Thermoplaste in Form von sogenannten Filamenten (z. B. ABS, Nylon, PEEK, PLA usw.). Generell kann die Materialextrusion pastenartige Materialien verarbeiten. Dazu zählen Beton oder Keramik, aber auch Lebensmittel wie Schokolade oder Teig.
3 | Vat-Photopolymerisation (VPP)
Beim VPP Verfahren (DIN: badbasierte Photopolymerisation) wird flüssiges Polymerharzmaterial in einem Tank durch lichtaktivierte Polymerisation selektiv ausgehärtet. Die beiden gängigen VPP-Varianten verwenden entweder einen Laser oder Leuchtdioden (LEDs) in Verbindung mit digitaler Lichtverarbeitung (DLP) als Energiequelle für die Aushärtung des Harzes. Laserbasierte VPP-Systeme härten in der Regel eine Schicht aus, bevor das Bauvolumen abgesenkt und eine neue Schicht flüssigen Photopolymers über den Baubereich verteilt wird.
4 | Binder-Jetting (BJT)
Beim Binder-Jetting (DIN: Freistrahl-Bindemittelauftrag) trägt ein Druckkopf Tröpfchen eines Bindemittels auf das Material auf und verschmilzt die Partikel in einem vorher festgelegten Muster miteinander. Verarbeitet werden Polymer, Metall, Keramik oder Sand. Sobald eine Schicht fertiggestellt ist, bewegt sich die Druckplattform nach unten, und eine neue Pulverschicht wird auf die Bauplattform aufgetragen. Die mit Binder-Jetting hergestellten Teile müssen in der Regel nachbearbeitet werden, um ihre mechanischen Eigenschaften zu verbessern. Dazu kann das Hinzufügen einer zusätzlichen Klebesubstanz oder das Einlegen des Teils in einen Ofen zum Sintern der Partikel gehören.
5 | Material Jetting (MJT)
Beim MJT-Verfahren (DIN: Freistrahl-Materialauftrag) werden Tröpfchen eines Photopolymers oder anderer wachsähnlicher Substanzen über Düsenköpfe selektiv aufgetragen. Das Material wird dann mit UV-Licht gehärtet und verfestigt. Sobald eine Schicht ausgehärtet ist, tragen die Düsen des Druckkopfs neues Material Schicht für Schicht darauf auf. Bei diesem Verfahren können verschiedene Materialkombinationen gedruckt und so im gesamten Teil unterschiedliche Materialeigenschaften oder Farben erzeugt werden.
6 | Directed Energy Deposition (DED)
Beim Directed Energy Deposition Verfahren (DIN: Materialauftrag mit gerichteter Energieeinbringung) wird durch gezielte thermische Energie ein Werkstoff durch Schmelzen während des Auftragens verschmolzen. Als Ausgangsmaterial dient entweder ein Metallpulver oder ein Draht. Das Verfahren erzeugt nahezu endkonturnahe Teile und erfordert in der Regel eine maschinelle Bearbeitung, um die erforderlichen Toleranzen zu erreichen. Deshalb wird das DED-Verfahren oft mit einer Fräsmaschine kombiniert (bei DMG MORI stellvertretend am Beispiel der LASERTEC DED hybrid Baureihe). Auch beim DED kann mehr als ein Material verarbeitet werden. Eine Besonderheit ist, dass sich mit dem Verfahren auch beschädigte Teile reparieren lassen, indem das Material direkt an den beschädigten Stellen beispielsweise eine Umformwerkzeug aufgebracht wird.
7 | Sheet Lamination (SHL)
Auch bei Sheet Lamination (DIN: Schichtlaminierung) werden Bauteile durch Stapeln und Laminieren dünner Materialschichten verbunden – in dem Fall mithilfe eines Klebe- oder Schweißverfahrens. Zu den verarbeitbaren Werkstoffen gehören Metall, Papier, Polymere oder Verbundwerkstoffe. Die Schichtkonturen werden normalerweise durch einen Bearbeitungsprozess vor oder nach dem Aufbringen einer Schicht bzw. Materials erzeugt. Mögliche Verfahrensvarianten sind das Ultrasonic Additive Manufacturing (UAM), die Selective Deposition Lamination (SDL) oder die Laminated Object Manufacturing (LOM). Die Verfahren sind im Vergleich zu anderen additiven Techniken recht günstig und schnell, bietet aber auch eine weniger präzise Ausgestaltung.
Am Anfang der Möglichkeiten
Diese Übersicht zu den additiven Fertigungsverfahren macht die geometrische Vielfalt und vielseitige Materialauswahl offensichtlich. Aufgrund solcher Vorteile hat sich die Additive Fertigung bereits in vielen Anwendungsfeldern wie dem Maschinenbau, dem Werkzeug- und Formenbau, der Medizintechnik oder der Luft- und Raumfahrt fest etablieren können. Gemessen am Potenzial steht die Technologie insgesamt aber noch am Anfang ihrer Möglichkeiten. Insgesamt wird ihr die Kraft zugesprochen, die industrielle Produktion tiefgreifend und nachhaltig zu verändern – stets angetrieben von der Vision, schnell und kosteneffizient individualisierte, kundenspezifische Produkte anfertigen zu können. Unmittelbar im Zentrum des Reifeprozesses stehen dabei Materialien, Bauteilgröße, Genauigkeit, Zuverlässigkeit und Reproduzierbarkeit. Mittelbare Herausforderungen bestehen zudem bei der automatisierten Nachbearbeitung, bei der Standardisierung der additiven Fertigungs- und Prüfverfahren sowie hinsichtlich der Ausbildung sowohl des Bedienpersonals als auch im Ingenieurbereich.
Die Geschichte der additiven Fertigung wird derweil nicht nur in der Industrie fortgeschrieben. Neben der Herstellung individueller Implantate und Prothesen reichen die Einsatzmöglichkeiten in der Medizin beispielsweise von der Ausbildung über die Diagnostik bis zur Vorbereitung von chirurgischen Eingriffen. Große Hoffnungen ruhen zudem auf der Vision des „Bioprinting“. Das „Drucken“ von körpereigenen Zellen befindet sich allerdings noch im Status der Grundlagenforschung.
Weitaus näher an der Praxis (und leichter vorstellbar) bewegt sich das additive Fertigen in der Architektur und im Bauwesen. Das Anfertigen von Entwurfsmodellen für die Bauplanung ist bereits Alltag. Auch das Drucken der Rohbauten von Häusern ist heute keine Utopie mehr. Die generelle Motivation wächst gerade in diesen Anwendungsfeldern aus der Produktivität, Automatisierbarkeit und Umweltverträglichkeit additiver Verfahren.
Und auch der Privatbereich hat das additive Fertigen bereits für sich entdeckt. Die Vielzahl materialisierter Selbstbilder sind hier ebenso ein Beleg wie die Druckerangebote beim Discounter oder die zahlreichen 3D-Communitys für den Austausch von Tricks und Daten unter Tüftlern. Zu den wichtigen Nebeneffekten der positiven Grundstimmung gegenüber additiven Fertigungsverfahren gehört zum einen, dass dadurch das Interesse für Technik und Innovation in der Gesellschaft gefördert wird. Zum anderen zeigt der 3D-Druck in unzähligen kleinen Beispielen im Privaten, wie im Großen und Ganzen mit geringem Energie- und Materialeinsatz und weniger Ausschuss in einer individualisierten Produktion die Umwelt enorm entlastet werden kann.
www.dmgmori.com
Fordern Sie weitere Informationen an…
