
metalworkingmag.de
21
'20
Written on Modified on
Kennametal
Kennametal stellt HPR-Vollhartmetallbohrer vor
Hochleistungsbohrer der nächsten Generation mit spezieller Stirngeometrie und geringem Axialdruck für die Bearbeitung von Gusseisen.
Kennametal hat sein Angebot an Vollhartmetallbohrern um den HPR-Hochleistungsbohrer für die Bearbeitung von Gusseisen erweitert. Der HPR-Bohrer wurde speziell für das Hochgeschwindigkeitsbohren mit hohem Vorschub und einer Bohrtiefe von bis zu 8 x D sowie die Bearbeitung sämtlicher ISO-K-Werkstoffe entwickelt. Selbst bei höchsten Vorschüben lässt sich mit dem neuen Bohrer eine maximale Bohrungsgeradheit erreichen.
Besondere Eigenschaften
Die patentierte Stirngeometrie, die besondere Ausführung der Spannuten und der Spitzenwinkel von 143° sorgen bei geringem Axialdruck für ausgezeichnete Selbstzentrierungseigenschaften. Dadurch werden die Bohrungen selbst bei hohen Schnittgeschwindigkeiten besonders gerade. Darüber hinaus ist durch die vier Führungsfasen beim Einbringen von Querbohrungen und bei schrägen Austritten optimale Stabilität gegeben.

Der HPR-Vollhartmetallbohrer für die Bearbeitung von Gusseisen ist mit einem Durchmesser von 3,0 bis 20,0 mm und Längen von bis zu 8 x D erhältlich.
Der patentierte Eckenradius trägt zu einer deutlichen Standzeiterhöhung bei und garantiert, dass die Bohrungen eine Bohrungstoleranz von IT9 bis IT10 erreichen. Gleichzeitig wird so verhindert, dass es beim Werkzeugaustritt zu Ausbrüchen kommt.
„Durch die besondere Stirngeometrie des Bohrers und den dadurch bedingten geringen Axialdruck kann der HPR-Bohrer auch dann eingesetzt werden, wenn das Werkstück nicht optimal gespannt werden kann oder sehr dünne Wände hat oder aber wenn die Spindelleistung begrenzt ist“, erklärt Frank Martin, Produktmanager bei Kennametal.
Umfassende Tests haben gezeigt, dass sich der neue Bohrer als echter Problemlöser für anspruchsvolle Bedingungen sowie die Serienfertigung von Gusseisenwerkstücken eignet.
Hervorragende Verschleißfestigkeit
Die bei Kennametal entwickelte AlTiN/AlTiSiN-Mehrlagenbeschichtung des Bohrers widersteht auch starker abrasiver Beanspruchung und hohen thermischen Belastungen, wie sie beim Bohren von Grauguss, Kugelgraphitguss, CGI, ADI und GGG auftreten. Zudem weist die Beschichtung eine hohe Widerstandsfähigkeit gegen Einschlüsse und Poren auf, die in diesen anspruchsvollen Werkstoffen häufig vorkommen.
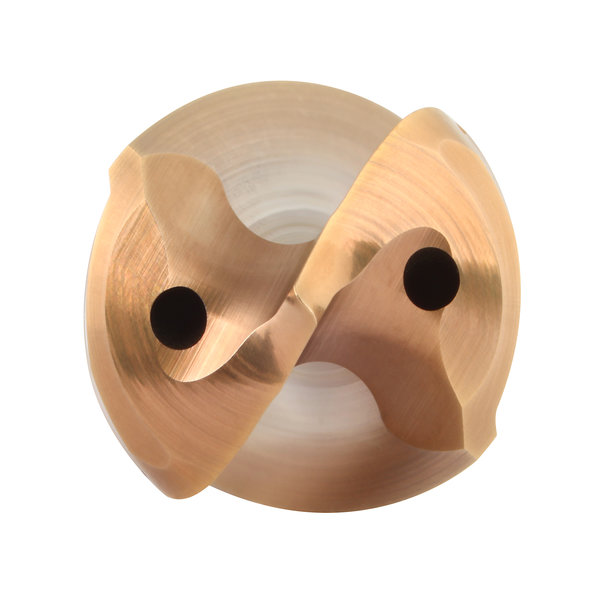
Eines der Hauptmerkmale des HPR-Bohrers: Die Stirngeometrie mit geringer Axialkraft für maximale Bohrungsgeradheit.
Ultrahoch polierte Spannuten und ein großer Spannutenquerschnitt begünstigen eine effiziente Spanabfuhr. Dadurch werden übermäßige Hitzeentwicklung und thermische Schocks vermieden.
Der neue HPR-Bohrer erfüllt gemäß DIN 6535 und 69090-03 alle Anforderungen, die für eine Minimalmengenschmierung gegeben sein müssen. Damit eignet er sich sowohl für die Nass- als auch für die Trockenbearbeitung.
„Unabhängig davon, ob nun besonders viele Löcher zu bohren oder bei der Bearbeitung eines beliebigen Gusseisenwerkstücks besondere Herausforderungen zu meistern sind - für all diese Anwendungen ist der HPR-Bohrer bestens geeignet“, sagt Martin.

Patentierter Eckenradius für lange Werkzeugstandzeiten und ausgezeichnete Bohrungsqualität sowie großer Spannutenquerschnitt für eine problemlose Spanabfuhr. Vier Führungsfasen sorgen bei Querbohrungen und schrägen Austritten für maximale Stabilität.
Fordern Sie weitere Informationen an…
